








HV型系列壓型機
HV型系列壓型機雖然沒有雙層高速壓型機效率高,但是在行業中能夠充分實現自身的價值。



![]()

![]()

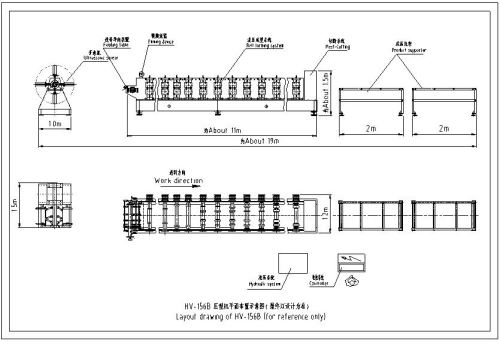
二、工藝流程
開卷 →導向進料→覆膜→輥壓成型→定長切斷→成品出板
三、供貨清單
序號 | 名稱 | 數量 | 備注 |
1 | 裝料架 | 1套 |
|
2 | 導向裝置 | 1套 |
|
3 | 覆膜裝置 | 1套 |
|
4 | 成型系統 | 1套 |
|
5 | 切斷系統 | 1套 |
|
6 | 出料裝置 | 1套 |
|
7 | 液壓系統 | 1套 |
|
8 | 電控系統 | 1套 |
|
二、主要結構形式及特點
1)機架采用型材、鋼板焊接并經拋丸處理。
2)通過手動調節拉桿及連桿裝置使內撐板沿徑向張開,實現料卷徑向漲緊。
3)工作前由人工用起重設備將卷料吊上開卷架芯軸上,并撐緊內孔。正常工作時,首先由人工拖拉板材使卷料釋放,并導入滾壓成形主機。隨著生產線的正常工作,卷料由輥輪拖動不斷進入成型主機。
★ 輥壓成型系統
1) 輥壓成型系統由機架、傳動部件及冷彎成型輥輪組等組成。
2)機架分節制造后聯接而成,型材整體焊接
3)輥輪采用45,經鍛造、精密數控加工、表面鍍硬鉻后拋光處理。
4)輥輪軸采用45鋼經調質處理,其支撐結構形式為聯體墻板式
5)擺線針輪減速電機、鏈傳動驅動下層輥輪組旋轉,部分上下輥采用齒輪傳動。
6)通過手動螺桿調節上下輥間隙,以適應軋制不同厚度的板材。
★ 成型后切斷系統
切斷系統由切斷機架,切刀模具,導向裝置和切斷油缸等組成。
1)切斷機架采用焊接框架式,整體剛性良好。
2)切刀模具使用和板材截面相吻合的成型模具,有效減少切斷處變形;采用沖切方式切斷,有廢料產生;切斷刀材料為Cr12淬火處理
3)導向裝置采用滑塊式結構,使得刀板在受力狀態下能平穩的切下板材。
4) 切斷動力由主機液壓站提供。
★ 成品托架
主要用來承托放置成型后的成品板材,以利于操作工的方便搬運。本托料裝置由兩件寬度符合成品板材寬度,長度為2米的托料架組成,機架為方管型材焊接而成,頂部根據傳輸的特性設置數個能夠自如轉動的托輥,底部由調節螺桿組成,以在一定范圍內配合板材的出板高度。
★ 電控系統
1)采用PLC控制技術、變頻調速技術,實現整機自動化生產。
2)系統提供友好人機界面,可設定批次、工件長度、數量等。
3)操作方式:輸入屏+按鈕。
4)編碼器計數,具有計數及計長功能。
5)采用日本三菱PLC。
★ 液壓系統
1)采用外置獨立液壓站(為切斷提供動力)。
2)主要閥件采用國內知名品牌。
六、板材驗收:
1、對原材料的要求:
a)、基板強度材質均勻,并符合合同規定技術要求:
其中 冷軋鋼帶符合GB/T 716的規定;熱軋鋼帶符合GB/T 3524的規定;彩涂鋼帶符合GB/T 12754的規定;鍍鋅鋼帶符合GB/T 15675的規定;其他品種帶材應符合相應的規定。
b)、板寬允差小于2mm,板旁彎小于3mm/10000mm。
c)、有特殊要求時,客戶需提供試車基板,并經雙方確認。
2、成品板材:
a)、長度不大于6m時,長度誤差為±4mm;長度大于6m時,誤差為±1mm/m,實際可通過參數修正,減少長度誤差。
b)、角度誤差距兩端300mm以內為±2o,其余為±1.5o。
c)、板形尺寸公差依實際而定,不同強度或板厚,尺寸及公差會相應變化。以中間厚度成形的板材測量公差。
d)、板材拱、翹度,側彎,扭曲度不大于1.5mm/m。
e)、其它驗收未盡事宜依照國標建筑用壓型鋼板GB/T12755-2008。
七、板型圖及布置圖
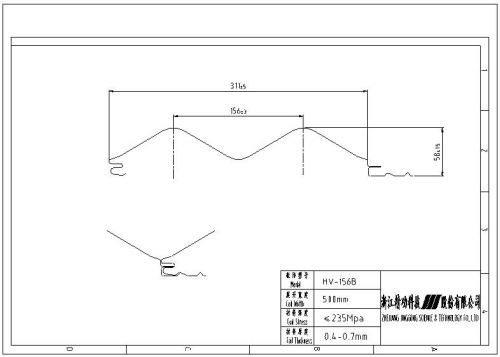
| 序號 | 項目 | 參數 | 備注 | |
| 1 | 適用原材料 | 類型 | 彩鋼板 | |
| 厚度(mm) | 0.4-0.7 | |||
| 屈服強度(Mpa) | 235MPa | |||
| 寬度(mm) | 500 | |||
| 2 | 成型速度(m/min) | 約10-15 | 不包括切斷時間 | |
| 3 | 成型主電機功率(KW) | 5.5 | 以實際設計為準 | |
| 4 | 主機液壓站功率(KW) | 2.2 | 以實際設計為準 | |
| 5 | 總功率(KW) | 7.7 | 以實際設計為準 | |
| 6 | 電源 | AC380V,50Hz,三相 | ||
| 7 | 外形尺寸(長×寬×高m) | 19×1.2×1.5 | 以實物為準 | |






